Art Store
American Falconry's photography, available in a variety of mediums in our Art Storefront. From sleek metal prints to classic photo paper and elegant canvas, our pieces come in many sizes and your choice of frames.


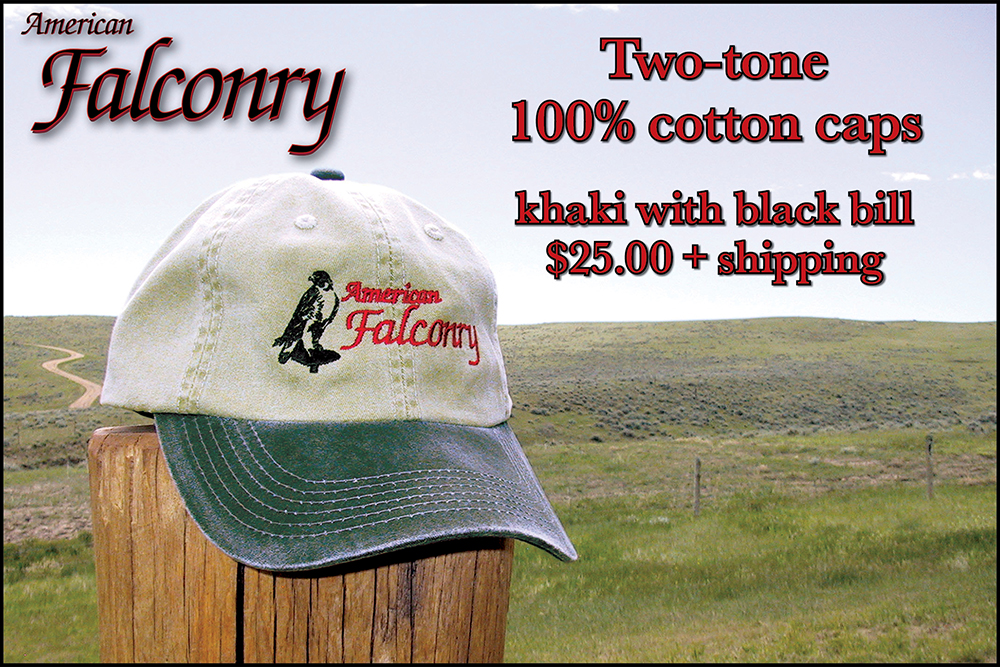
Two-tone 100% cotton caps, khaki with black bill
Beanie - 100% acrylic - black with gold logo, or natural with red and black logo
$25.00 + shipping

Homing Pigeons
Quality young homing pigeons for sale. Shipped right to your door, anywhere in the U.S.